In 2007, the high-temperature heat technology specialist CAW had planned and supplied a heat transfer oil plant for a refinery customer in Scandinavia, which for many years served as the reliable, sole heat supply for all high-temperature consumers installed at the plant. The operator, a leading international company in the refining of waste oil and oily liquids and in the production of oils and lubricants, decided in 2018 to increase the total heat exchanger capacity. Thus, in turn, CAW was also contracted to add a second heat transfer oil system to the heating system originally installed at the plant. "The complete system should have the highest possible operational flexibility and availability, and also be optimally operable and highly reliable," explains Peter Schirmer, who is responsible for thermal exhaust air purification and chemical applications at CAW. "Taking these requirements into account, we developed a functional concept that provides for hydraulic interconnection of both heat transfer oil systems to a common overall system, including separate heat supply to each consumer by means of its own consumer station."
The control and safety-related protection of both heat transfer oil plants is handled by several decentralized safe and non-safe PLC controls, which CAW also supplied and which were planned in close coordination with the operator. "Another special feature of the plant is certainly also the high flow temperature of a maximum of 400 °C, which corresponds to the possible application temperature of the heat transfer medium used," says Schirmer. Since, in addition to the high flow temperature and plant availability, the highest possible plant efficiency was also required, a combustion air preheater was used, among other parts. By recovering heat directly from the flue gases, this not only lowers their temperature before entering the chimney, but also significantly increases the adiabatic flame temperature at the same time. Ultimately, this leads to an unavoidable increase in the film temperature in the laminar boundary layer inside the heater, which at 426 °C is only slightly above the permissible operating temperature of the thermal oil used. "To make such limit designs possible, in addition to our many years of expertise with these types of special applications, we draw in particular on our heater calculation programs that we develop in-house and use a plant design that we have developed specifically for these applications."
Leak-proof pumps for high temperatures
For the new plant, pumps were needed that would function perfectly under these extreme temperature conditions and thus ensure high plant availability as well as safety for operations and the environment. Therefore, NIKKISO Non-Seal canned motor pumps with 18.5 kW from LEWA were used as both a primary pump for the newly delivered KONTAKTOMAT® heat transfer medium heater and also as a transfer pump for handling the heat transfer medium within the thermal oil ring line to the consumer circuits respectively. "Various NIKKISO canned motor pumps had already been previously installed in the overall plant, which are used as primary, transfer and consumer circulation pumps," says Oliver Schroll, Sales Non-Seal Pumps, who managed the project at LEWA. "The NIKKISO Non-Seal Pumps are particularly well-suited for this application because they cover high-pressure and high-temperature applications, among other properties."
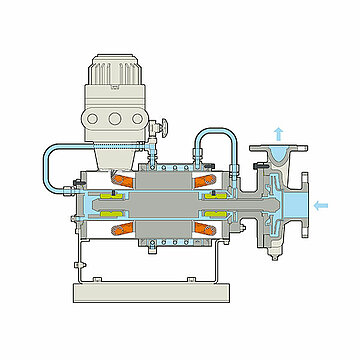
The units of this type consist of a centrifugal pump and an airtight centrifugal canned motor with a common shaft, which thus form a single unit. The encapsulated and entirely leak-proof design, which has the motor located inside the pressure-resistant stator housing, allows for a seal-free pump design. "The double safety envelope minimizes both immediate and long-term hazard risks to employees and the environment," Schroll explains. "It prevents not only product loss, but also the release of harmful emissions into the atmosphere." This applies even in the unlikely event of damage to the can. At the same time, the operating personnel are protected from contact with substances that are 400 °C and hazardous to health. It is thus possible to handle explosive, flammable and other aggressive fluids without any problems. The absence of dynamic seals, which are usually costly and repair-intensive, also increases mean-time-between-failures values, which also contributes to plant safety.
The bearings used are slide bushings, which can be made of different materials depending on the properties of the pumped medium. The bearing material range includes carbon graphite grades, PTFE and silicon carbide, and a mixed composition of carbon and silicon carbide that ensures exceptional protection against wear. In the refinery application, carbon graphite was used due to the best experience in terms of minimal wear and resistance at high temperatures. Lubrication of the bearings in Non-Seal Pumps is usually provided by the conveyed fluid. Depending on the pump design and medium, a maximum conveyance rate of up to 1,200 m³/h is possible, with fluid temperatures between -200 and +450 °C. "The outstanding technical product characteristics of the various NIKKISO canned motor pump designs make an extensive spectrum of applications possible. This ranges from cooling applications with liquid ammonia and CO2 to high-temperature applications with thermal oils," explains Schroll. "The pumps can be designed in accordance with API 685 and certified in accordance with ATEX 2014/34/EU. Thus, they meet the high requirements and loads in refineries, the chemical industry, and the petrochemical industry."
HT design especially for hot liquids
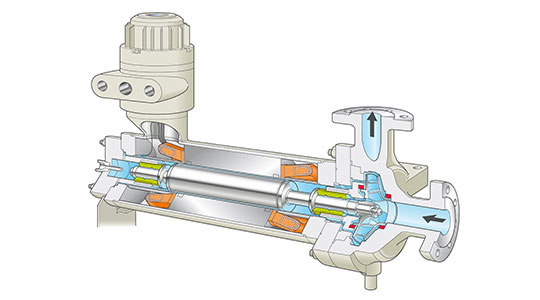
For the application in the refinery, the HT version with external motor cooling, which was specially designed for hot media, was selected. In this design, the process liquid circulates within the rotor chamber via an auxiliary impeller. To maintain a suitable fluid temperature in the rotor chamber, a cooling jacket is provided together with a spiral tube heat exchanger and a thermal insulation spacer. Units of this type achieve a flow rate of up to 780 m³/h, a delivery head of up to 210 m and a maximum motor output of 200 kW (without ATEX). They can be used for media with a viscosity ≤ 200 cP and temperatures up to 450 °C. Like the other pumps in the series, they are characterized not only by absolute leak-tightness, but also by very smooth running and a long lifetime.
In addition, the pumps are equipped with what is referred to as an E-Monitor. This is a monitoring system that enables permanent control of the bearing conditions of leak-free pumps, thus creating the conditions for highly reliable operation. To accomplish this, sensors integrated into the stator detect the radial and axial position of the rotor assembly during operation. In the event of an issue such as bearing wear, the corresponding sensors register the exceptional situation immediately. This is indicated on a display using a traffic signal system so that measures for maintenance can be scheduled accurately.
Supplied as a compact assembly
In addition, the compact design of the pumps combined with a low number of required components not only allows for easy maintenance, as feeler gauges or balance plates are no longer necessary. The integration of pump and motor also ensures particularly efficient use of space and thus minimal space requirements. This favors the design of the units as a so-called CAW pump fixed point design. "Like almost all pump aggregates we supply, the two Non-Seal Pumps were built as completely pre-assembled compact assemblies in accordance with CAW standards," says Schirmer. "This involves installation in a solid sectional steel structure. The pumps are piped up internally and all fittings are welded." In addition to pressure and leak tightness tests while still in production and the simple assembly of the compact unit at the installation site, the main advantage of this approach is that installation in the solid sectional steel frame under defined pretension reliably avoids impermissible shear forces on the pump nozzles and the pump housing.
All CAW plants are designed according to the project-specific requirements of the customers and are used worldwide wherever industrial heat consumers require an operationally reliable high-temperature supply. "The plants and components we manufacture are basically tailor-made solutions, planned and executed according to the highest standards of reliability, efficiency and emissions," says Schirmer. These requirements must also be met by supplied components such as the NIKKISO pumps. "We place a lot of emphasis on being able to respond to OEM requirements with maximum flexibility," explains Schroll. "Crucial factors, in addition to precise fulfillment of plant operators' specifications in terms of pump application and a good price/performance ratio, include comprehensive, self-explanatory documentation and a particularly customer-friendly inspection and testing scope."