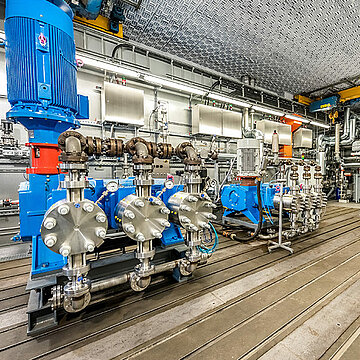
Now, up to four large process pumps with a total power consumption of 800 kW (and each separately driven by a variable frequency device) can be operated and monitored in parallel. In this process, all relevant process and pump data are recorded continuously. This validates test operation of the machines through endurance testing, and also provides the necessary initial data required for analyses during the product development process. In addition to its high function density, the testing facility features comprehensive system integration of process/drive/automation and measurement technology.
The process water system in the testing room supplies the conditioned conveying fluid for test operation of test objects in a fully automated process. An adiabatic heat exchanger system with a redundant design has been installed to discharge heat in the conveying fluid that is generated through pumping. The main aim was to achieve hygienic, environmentally friendly system operation, ensuring that no legionella or deposits can form. Motors with an electric connected load exceeding 500 kW can be used as a pump drive. Regardless of the load curve and type of electrical machines used, the use of state-of-the-art frequency inverter technology guarantees zero circuit feedback during power train operation. Temperature increases in the area around the test field are minimal thanks to liquid-cooled power electronics.
Higher test capacity and reduced susceptibility to malfunctions
A data detection and recording system developed in-house is used to record the measured values required for short- and long-term testing to determine the condition of the test object. The scanning rate has been increased significantly to yield more accurate results. When limit values are exceeded, the integrated monitoring function triggers an alarm and, if necessary, utilizes direct communication with the drive unit to safely switch off the test motor. In addition, there is now additional data that was not available previously. All measured values are stored synchronously so they can be used for follow-up analyses and serve as the basis for condition monitoring and predictive maintenance systems. Furthermore, the low-voltage system with a completely new design and its own medium voltage transformer ensures malfunction-free power supply to the test objects and devices.
Thanks to increased test capacity, replacement of safety devices and the procurement of specially developed, state-of-the-art measurement technology, Lewa has created the best possible conditions for innovative product developments. In the future, prototypes of products, particularly newly developed process pumps and individual assemblies such as drive units or pump heads, will be completed and validated in the testing room. Endurance testing with various diaphragm materials or clamping methods can be used to examine long-term behavior of the products at a customer's facility. This guarantees reliability and durability.