Solution
With high-purity systems adapted to customer requirements, LEWA provides solutions for the demanding tasks of homogenizing milk:
- The LEWA triplex with hygienic diaphragm pump head M9 is a reliable and hermetically tight solution for two-step homogenization of infant formula for premature babies
- Contrary to usually employed plunger pumps, diaphragm pumps don’t cause any abrasion, and thus product impurities, in the homogenization process
- Prevention of bacterial foci that often occur when metering infant formula with plunger pumps with stuffing box
- All pump head components are manufactured of 316/316L (1.4404/1.4435) stainless steel, and wetted surfaces are mechanically polished to sanitary industry standards (Ra ≤ 0,8μm)
- The safety diaphragm is made of pure, solid PTFE according to FDA/USP Class VI
- CIP- and SIP-capable process diaphragm pump for conveyance of demanding fluids
- Both, the pump and the system housing are made of hygienic material (e.g. aseptic fittings)
- The torque engine is water-cooled. Thus, there is little air circulation which could cause impurities in the housing
- Clear arrangement: homogenizing valve, pressure gauge and pressure regulation instruments can be checked and operated from the outside of the housing
- Service accessibility: Single plates of the casing can be removed quickly to access all system parts for maintenance and cleaning
- System meets all regulatory requirements for treating dairy products (cGMP, EC 1935-2004 etc.)
- Form and size of suction and pressure valves are geared towards smooth conveyance of infant formula
- The pump reaches the demanded pressures of up to 400 bar, in the first stage, and 50 bar, in the second stage, even if connected to low-pressure lines/pipes
- The design fullfill international standards for hygiene (EHEDG, QHD, ASME BPE, FDA)
Background
What happens during homogenization?
During homogenization, various liquids that are insoluble with each other are mixed into a single solution. Achieving this requires minimizing the droplet size of the dispersing liquid to a small, unchanging diameter. This is accomplished through high-pressure relaxation. The substance runs through a high-pressure pump, is condensed and then relaxed with a homogenization valve. This produces solutions with the desired properties and high stability. Homogenization is extremely important for the pharmaceutical and biotechnology industries because, for example, even the smallest quantities of a medication must contain the same percentage of the active ingredient. By means of homogenization it is possible to achieve an absolutely uniform mixture.
Why are dairy products homogenized?
Fat globules contained in milk and oil are fragmented by homogenization. This process prevents the formation of cream (separation of cream and water). Natural fat globules have a diameter of 10 to 30 μm; depending on the pressure applied, homogenization can decrease the size to less than 1 μm. For this purpose milk is heated (here: 50 – 70 °C) and forced through a homogenization valve. Homogenization breaks the original membrane of fat globules. Only pasteurized milk can be homogenized, as otherwise the activation of lipase causes a strong rancid taste.
Homogenization is particularly important for the production of infant formula because it does not only contain milk and various oils but also other nutrients. Further processing of an unhomogenized liquid to powder would lead to a hardly soluble product.
Source: Lebensministerium.at and wikipedia.org
Industries


Pumps and Systems for the Food and Beverage Industry
LEWA supports producers and plant construction companies in the food and beverage industries with pumps and systems for homogenization and dispersion, as well as for other processing operations in the food industry. We work with you to plan all the important process-related operations, such as conveying, metering, mixing, heating, and cooling so that you can process your raw product cost-effectively.
More DetailsProducts

LEWA ecoflow: Hygienic Diaphragm Metering Pumps
Discover the LEWA ecoflow in its hygienic version, designed for sanitary applications. This versatile metering pump maintains its renowned all-around performance while meeting the stringent hygienic standards required in pharmaceutical and food production industries.
More Details
LEWA ecodos: Sanitary / Hygienic Diaphragm Metering Pumps
The LEWA ecodos is also offered in a sanitary/hygienic version, expertly meeting all operational standards for pharmaceutical and food production metering pumps.
More Details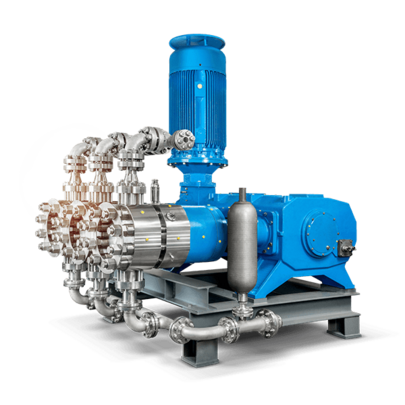
LEWA triplex®: Compact Process Pumps for High-Pressure Applications
The LEWA triplex process diaphragm pump stands out as one of the world's most compact high-pressure pumps, ideal for installation in confined spaces. Renowned for its robustness, it has demonstrated exceptional performance across various high-pressure processes in multiple industries.
More Details
LEWA triplex: High-Pressure Homogenizing Process Pumps
The LEWA triplex homogenizing pump utilizes hermetic diaphragm technology, making it ideal for sensitive applications such as ready-to-drink products, infant food, nutraceuticals, and enteral nutrition. Designed to handle demanding fluids, it finds optimal use in the food, beverage, and pharmaceutical industries.
More Details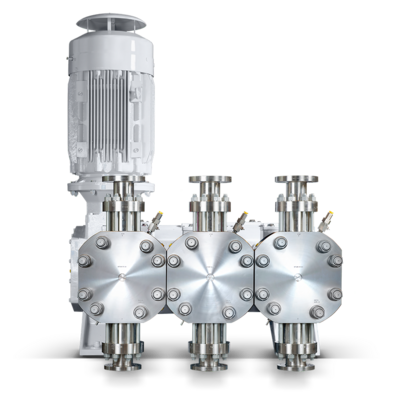
LEWA triplex hygienic pumps: for sensitive processes
The LEWA triplex hygienic pump is using hermetically tight sandwhich diaphragm technology that ensures maximum product protection, high operational safety and long service intervals for pressures up to 500 bar. With ist hygienic pump head design, it is an easy-to-clean high pressure pump. That makes it the ideal choice for critical applications in the food and beverage as well as in the pharma and biotech industries.
More Details