
LEWA Triplex Process Diaphragm Pumps: High-Pressure Aseptic Homogenization Solution
Hermetically tight, safe and reliable.
High-Pressure Aseptic Homogenization with LEWA Triplex Process Diaphragm Pumps
In industries like food, life sciences, and fine chemicals, homogenization is a crucial process step.
Sterility is paramount when handling sensitive fluids. With the reliable LEWA Triplex pump, hermetic tightness of the pump head chamber is assured, preventing emissions into the environment. Years of expertise in hygienic design ensure the highest production safety, even with delicate fluids. Precision metering ensures recipe conformity and repeatability.
LEWA's aseptic pumps can be qualified and validated with all necessary documentation to meet quality requirements. Additionally, they boast long service life and low life cycle costs.

Advantages of Opting for the LEWA Homogenizing Pump for High-Pressure Aseptic Homogenization
The LEWA triplex pump in hygienic design is ideal for homogenizing highly sensitive fluids, ensuring seamless production and efficient cleaning cycles.
Sterile processes through absolute asepsis
The pneumatically driven two-stage sterilizable homogenization valve guarantees sterility and thus a sterile process.
Hermetic tightness
The hermetically tight fluid chamber guarantees zero leakage from inside to outside and vice versa. This prevents access of atmospheric oxygen.
High process reliability for 24/7 continuous operation
The proven diaphragm operation with a typical diaphragm lifetime of 8,000 hours ensures uninterrupted production cycles.
LEWA triplex as the standard
The standard for aseptic process pumps is the robust and proven LEWA triplex pump series.
Years of experience with sterile applications
With sanitary and hygienic designs, LEWA gained many decades of experience in the hygienic of pump heads and valves in the food, pharmaceutical and life science industries.
LEWA is pleased to offer a customized pipe analysis on the suction and discharge side as a service.
LEWA's triplex series is characterized by very low-noise operation and a low-pulsation flow rate. This is made possible by the even piston offset (eccentric offset). As an option, it is possible to install hygienic pulsation dampers in the piping system.
Food safety & compliance
Due to their design, pumps of the LEWA triplex series ensure a high production and thus quality safety for food and at the same time the conformity with applicable regulations on hygienic standards.
Excellent cleanability
To ensure food safety, regular cleaning is important. Cleaning and sterilization of LEWA triplex pumps is done very easily, thus cleaning times can be reduced significantly.
Process Pump Features for High-Pressure Aseptic Homogenizing
Configuration for especially critical processes
For processes that require a particularly sterile environment, such as in the pharmaceutical industry, your pump can be designed accordingly.
Individual design
The pump is designed according to your specific requirements.
Mounting of different homogenizing valves possible
If you have specific requirements regarding the homogenizing valve, this request is easy to realize, since LEWA triplex pumps can be equipped with various customer-side homogenizing valves.
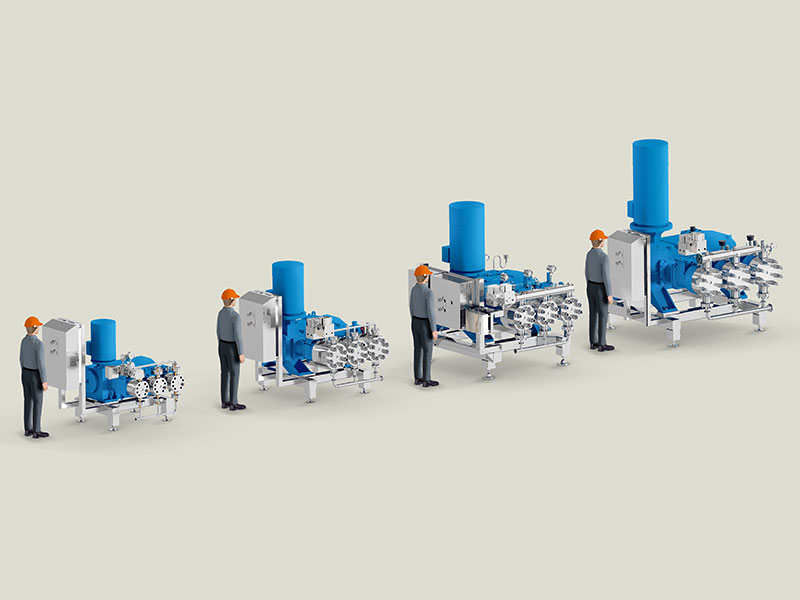
Production scale-up possible
A scale-up of the whole process is easily achieved without any problems by the various sizes of LEWA triplex pumps. This is accomplished without changing the essential functional characteristics of the pump and its cleanability.
Performance data
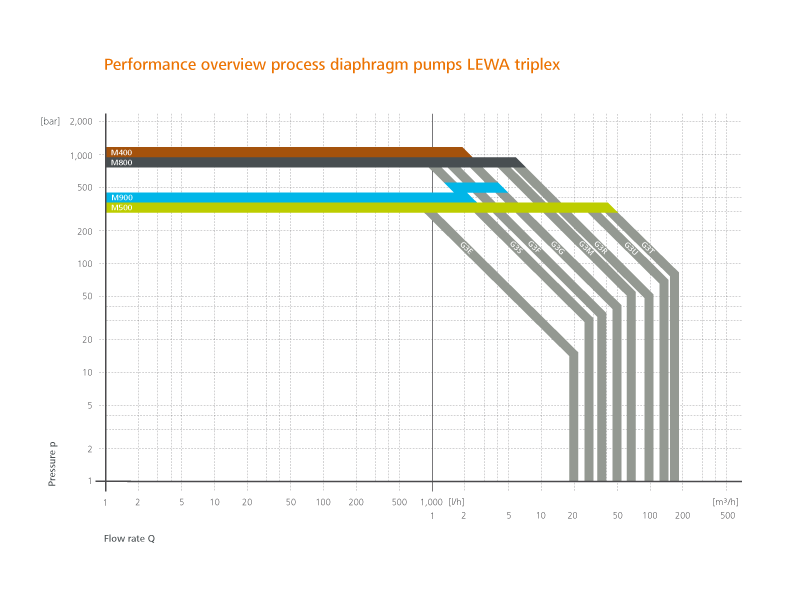
| Type | Flow rate [l/h] | CIP rate [l/h] * | Discharge pressure [bar] |
|---|---|---|---|
| Pilot plant G3S | 500 -1,000 | 1,000 | 450-500 |
| Option 1 G3F | 5,000 | 5,000 | 280 |
| Option 2 G3G | 10,000 | 10,000 | 250 |
| Option 3 G3M | 15,000 | 15,000 | 290 |
| Option 4 G3R | 18,000 | 18,000 | 300 |
*) An external CIP pump cleans the entire system and thus also the homogenizer according to the overall applicable cleaning requirements. This results in the actual CIP rate.
Dimensions *
| Type | Length [mm] | Width [mm] | Height [mm] |
|---|---|---|---|
| Pilot plant G3S | 1,900 | 1,800 | 1,600 |
| Option 1 G3F | 2,300 | 2,100 | 2,600 |
| Option 2 G3G | 2,300 | 2,500 | 2,700 |
| Option 3 G3M | 2,300 | 2,600 | 3,200 |
| Option 4 G3R | 3,100 | 2,800 | 3,500 |
*) Dimensions for orientation only, actual installation dimensions may vary.
Industries


Chemical Pumps and Metering Packages for the Chemical Industry
When critical, environmentally hazardous, toxic, or flammable fluids and suspensions need to be reliably conveyed or metered in high-pressure processes, there is no alternative to hermetically sealed metering pumps, process diaphragm pumps, and metering systems from LEWA. Hermetically sealed LEWA pumps with pressures up to 1200 bar are the first choice for the production of chemical intermediate and end products. Contact our experts and let us advise you about your individual chemical pump or system solution!
More Details

Pumps and Systems for the Pharmaceuticals, Life Sciences and Biotechnology Industries
As the leading manufacturer of pumps and pump systems for the pharmaceutical, life sciences, and biotechnology industries, LEWA supports you during the development of complete solutions, which meet your process requirements exactly. Special expertise is required in the production of pharmaceuticals in order to ensure that legal requirements are met. Reliability when it comes to production, documentation, and validation are our top priorities.
More Details

Pumps and Systems for the Food and Beverage Industry
LEWA supports producers and plant construction companies in the food and beverage industries with pumps and systems for homogenization and dispersion, as well as for other processing operations in the food industry. We work with you to plan all the important process-related operations, such as conveying, metering, mixing, heating, and cooling so that you can process your raw product cost-effectively.
More DetailsApplications

Pharmaceuticals production
Metering pumps and metering systems must meet the following demands of pharmaceutical production.
More Details
Chemical metering in high-pressure cleaning systems
LEWA metering and process diaphragm pumps meet the specific demands for the production of melamine (trimerization of urea). Consult us!
More Details
Pharmaceutical spray drying
LEWA provides accurate and efficient diaphragm metering pumps for pharmaceutical spray drying. Consult us!
More Details
Butter production
In order to sustain consistent quality of spreadable butter, ingredients like rapeseed oil, water, and brine are metered flexibly and fully automatically with ecoflow pumps.
More Details
Homogenization of milk
With LEWA homogenization systems, producers of dairy products can achieve uniform particle size, moisture, and color, for example, in infant formula, and prevent the milk concentrate within it from creaming.
More Details
High purity systems
Pumps and high purity systems from LEWA are a tried-and-tested solution in the pharmaceutical & biotechnology industry. We are happy to assist with your individual high purity system.
More DetailsDownloads
")
LEWA Lösungen für die Öl- & Gasindustrie. (DE)
High-end Dosier- und Prozesspumpen sowie Systeme und Packages für spezifische Funktionalitäten zum Einsatz in der On- und offshore Förderung.
4 MB
| pdf |
18.10.2022
")
LEWA Solutions for the Oil & Gas Industry. (EN)
High-end metering and process pumps as well as systems and packages for specific functions for use in onshore and offshore production.
4 MB
| pdf |
18.10.2022
")
LEWA process diaphragm pumps LEWA triplex and LEWA ecoflow for process engineering. (EN)
LEWA process diaphragm pumps set the standard for process engineering, allowing even critical, toxic, or flammable fluids to be conveyed safely.
4 MB
| pdf |
30.11.2025
")
LEWA process diaphragm pumps LEWA triplex and LEWA ecoflow for process engineering. (USA)
LEWA process diaphragm pumps set the standard for process engineering, allowing even critical, toxic, or flammable fluids to be conveyed safely.
4 MB
| pdf |
18.02.2022
")
LEWA Prozess- Membranpumpen LEWA triplex und LEWA ecoflow für die Verfahrenstechnik. (DE)
LEWA Prozess-Membranpumpen setzen den Standard in der Verfahrenstechnik. Mit ihnen können selbst kritische, toxische oder brennbare Flüssigkeiten sicher gefördert werden.
4 MB
| pdf |
30.11.2025
")
Soluciones de LEWA para la industria del petróleo y gas. (ES-SA)
Bombas de dosificación y de proceso de alto nivel, así como sistemas y paquetes para funciones específicas para su uso en producción tanto en la tierra como en el mar.
3 MB
| pdf |
18.02.2022
")
LEWA Solutions for the Oil & Gas Industry. (USA)
High-end metering and process pumps as well as systems and packages for specific functions for use in onshore and offshore production.
4 MB
| pdf |
06.11.2022

Remote Head Konstruktionen für LEWA Pumpen
LEWA Remote-Heads. Entkoppelung vom Verdrängersystem für mehr Sicherheit.
1,014 KB
| pdf |
30.11.2025

Remote Head Designs for LEWA pumps
LEWA remote heads. Disconnecting from the displacement system for more safety.
1,013 KB
| pdf |
30.11.2025


D6-103_LEWA_Homogenisator_Testsystem_en.pdf
LEWA homogenizer test system
479 KB
| pdf |
25.01.2026

D1-601_LEWA_Pumps-for-alternative-marine-fuels
Hermetically Tight High Pressure Injection Pumps for Alternative Marine Fuels
288 KB
| pdf |
05.10.2025